


स्वचालित 30-50 लीटर के बड़े बैरल, ड्रम, बाल्टी और कैनबॉडी उत्पादन लाइन








स्वचालित 30-50 लीटर के बड़े बैरल, ड्रम, बाल्टी और कैनबॉडी उत्पादन लाइन
स्वचालित गोल कैन उत्पादन लाइन
30-50 लीटर के बड़े बैरल के स्वचालित उत्पादन के लिए उपयुक्त।,
तीन धातु की प्लेटें:कैन बॉडी, कैन कवर और कैन बॉटम.कैन हैबेलनाकारआकार।
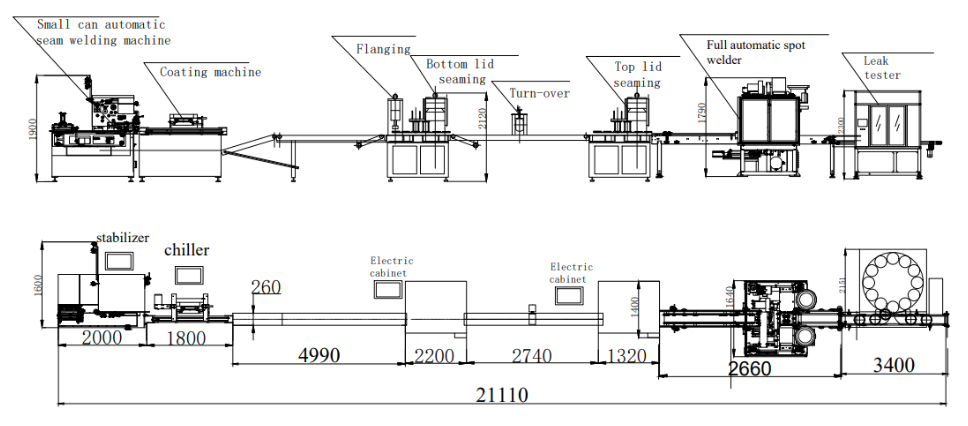
तकनीकी प्रवाह:
टिन की चादर को गोल आकार में काटना (स्लिटिंग)-वेल्डिंग-बाहरीकलई करना-फ्लेंजिंग-निचला ढक्कनखिला-सीवन-मोड़ओवर-टीओपी लिडखिला-सीवन-+कान का जोड़वेल्डिंगरिसाव परीक्षण-पैकेजिंग
बैरल बनाने की उत्पादन लाइन उपलब्ध है।विस्तृत जानकारी प्राप्त करने के लिए यहां क्लिक करें।
इस बैरल उत्पादन लाइन को कैसे संचालित किया जाए?
सबसे पहले कटे हुए कैन बॉडी मटेरियल को स्वचालित प्रतिरोध वेल्डिंग मशीन के फीडिंग टेबल पर रखें। वैक्यूम सक्शन द्वारा टिन ब्लैंक को एक-एक करके फीडिंग रोलर पर भेजा जाता है। फीडिंग रोलर से गुजरते हुए, प्रत्येक टिन ब्लैंक को गोलाई प्रक्रिया के लिए राउंडिंग रोलर पर भेजा जाता है, फिर इसे गोलाई बनाने वाले तंत्र में भेजा जाता है। सटीक स्थिति में आने के बाद बॉडी को प्रतिरोध वेल्डिंग मशीन में डाला जाता है और वेल्डिंग की जाती है।
वेल्डिंग के बाद, कैन बॉडी को बाहरी कोटिंग, आंतरिक कोटिंग या आंतरिक पाउडर कोटिंग के लिए कोटिंग मशीन के घूर्णनशील चुंबकीय कन्वेयर में स्वचालित रूप से भेजा जाता है, जो ग्राहक की विभिन्न आवश्यकताओं पर निर्भर करता है। इसका मुख्य उद्देश्य साइड वेल्डिंग सीम लाइन को हवा के संपर्क में आने और जंग लगने से बचाना है। इसके बाद कैन बॉडी को संयोजन मशीन में भेजा जाता है, जहां यह सीधी अवस्था में अपराइटिंग कन्वेयर से गुजरती है और क्लैंप द्वारा फ्लैंजिंग स्टेशन पर भेजी जाती है। ऊपरी और निचले फ्लैंजिंग मोल्ड को आपस में टकराकर फ्लैंजिंग का काम पूरा किया जाता है।
उसके बाद, फ्लैंज्ड कैन बॉडी को स्वचालित बॉटम लिड फीडर में भेजा जाता है। डिटेक्टिंग सेंसर द्वारा आने वाली कैन बॉडी का पता लगाने पर, लिड फीडर स्वचालित रूप से बॉटम लिड को कैन बॉडी के ऊपर फीड करता है और दोनों को सीमिंग चंक के नीचे की स्थिति में भेज दिया जाता है। लिफ्टिंग ट्रे कैन बॉडी और बॉटम को सील करने के लिए सीमिंग मशीन हेड तक पहुंचाती है।
एक सिरे की सिलाई के बाद, इसे कैन बॉडी टर्नर में भेजा जाता है ताकि कैन बॉडी को पलटा जा सके। फिर स्वचालित रूप से ऊपरी ढक्कन का पता लगाकर सिलाई की जाती है। अंत में, इसे स्वचालित डबल स्पॉट इयर लग वेल्डिंग मशीन में भेजा जाता है। स्वचालित साइड वेल्डिंग सीम इंडेक्सिंग, कैम कन्वेयर, मैकेनिकल पेंट ब्रेकिंग और स्वचालित इयर लग वाइब्रेटिंग डिस्क की मदद से छोटे गोल कैन पर सटीक वेल्डिंग का काम पूरा किया जाता है।
अंत में, तैयार कैन को कन्वेयर द्वारा स्वचालित लीक परीक्षक स्टेशन पर भेजा जाता है। सटीक वायु स्रोत निरीक्षण के बाद, अयोग्य उत्पादों का पता लगाकर उन्हें एक निश्चित क्षेत्र में भेज दिया जाता है, और योग्य उत्पाद अंतिम पैकेजिंग के लिए पैकेजिंग वर्कबेंच पर आ जाते हैं।
गोल डिब्बों की स्वचालित उत्पादन लाइन के उपकरण की संरचना

| पहली कटाई (न्यूनतम चौड़ाई) | 150 मिमी | दूसरी कटाई (न्यूनतम चौड़ाई) | 60 मिमी |
| गति (पीस/मिनट) | 32 | शीट की मोटाई | 0.12-0.5 मिमी |
| शक्ति | 22 किलोवाट | वोल्टेज | 220v/380v/440v |
| वज़न | 21000 किलोग्राम | आयाम (लंबाई * चौड़ाई * ऊंचाई) | 2520X1840X3980 मिमी |

| नमूना | सीटीपीसी-2 | वोल्टेज और आवृत्ति | 380V 3L+1N+PE |
| उत्पादन गति | 5-60 मीटर/मिनट | पाउडर की खपत | 8-10 मिमी और 10-20 मिमी |
| वायु खपत | 0.6 एमपीए | क्या शरीर की सीमा | डी50-200 मिमी डी80-400 मिमी |
| वायु आवश्यकता | 100-200 लीटर/मिनट | बिजली की खपत | 2.8 किलोवाट |
| मशीन का आयाम | 1080*720*1820 मिमी | कुल वजन | 300 किलो |

| आवृति सीमा | 100-280 हर्ट्ज | वेल्डिंग गति | 6-15 मीटर/मिनट |
| उत्पादन क्षमता | 15-35 डिब्बे/मिनट | लागू कैन व्यास | Φ220-Φ350 मिमी |
| लागू कैन की ऊंचाई | 220-550 मिमी | लागू सामग्री | टिनप्लेट, स्टील-आधारित, क्रोम प्लेट |
| लागू सामग्री की मोटाई | 0.2~0.6 मिमी | लागू तांबे के तार का व्यास | Φ1.7 मिमी, Φ1.5 मिमी |
| ठंडा पानी | तापमान: 12-20℃ दाब: >0.4Mpa प्रवाह: 40 लीटर/मिनट | ||
| कुल शक्ति | 125 किलोवाट-वा | आयाम | 2200*1520*1980 मिमी |
| वज़न | 2500 किलोग्राम | पाउडर | 380V±5% 50Hz |

लेपन मशीन
| ऊंचाई सीमा | 50-600 मिमी | कैन व्यास सीमा | 52-400 मिमी |
| रोलर की गति | 5-30 मीटर/मिनट | कोटिंग प्रकार | रोलर कोटिंग |
| लाह की चौड़ाई | 8-15 मिमी 10-20 मिमी | मुख्य आपूर्ति और वर्तमान भार | 220V 0.5 किलोवाट |
| वायु खपत | 0.6 एमपीए 20 लीटर/मिनट | मशीन के आयाम और शुद्ध वजन | 2100*720*1520 मिमी 300 किलोग्राम |

| बर्नर की शक्ति | 1-2 किलोवाट | बर्नर की ताप गति | 4 मीटर-7 मीटर/मिनट |
| छोटे कैन व्यास के लिए उपयुक्त | Φ45-Φ176 मिमी | बड़े कैन व्यास के लिए उपयुक्त | Φ176-Φ350 मिमी |
| ऊंचाई | 45 मिमी-600 मिमी | ठंडा पानी | >0.4Mpa, 12-20℃, 40L/min |
| वायु खपत | ≥50 लीटर/मिनट > 0.5 एमपीए | ||

स्वचालित कैन बॉडी संयोजन मशीन
| उत्पादन क्षमता | 25-30 सीपीएम | कैन व्यास की सीमा | 200-300 मिमी |
| कैन की ऊंचाई की सीमा | 170-460 मिमी | मोटाई | ≤0.4 मिमी |
| कुल शक्ति | 44.41 किलोवाट | वायवीय प्रणाली दबाव | 0.3-0.5 एमपीए |
| बॉडी अपराइटिंग कन्वेयर का आकार | 4260*340*1000 मिमी | संयोजन मशीन का आकार | 3800*1770*3200 मिमी |
| इलेक्ट्रिक कार्बाइनेट का आकार | 700*450*1700 मिमी | वज़न | 9T |
उत्पादन लाइन का लेआउट
टिन के डिब्बे से कलाकृति बनाना

30-50L बड़ा बैरल प्रवाह चार्ट
चीन का अग्रणी प्रदाता3 पीस टिन कैन बनाने की मशीनऔरएरोसोल कैन बनाने की मशीनचांगताई इंटेलिजेंट इक्विपमेंट कंपनी लिमिटेड एक अनुभवी कैन बनाने वाली मशीन फैक्ट्री है। पार्टिंग, शेपिंग, नेकिंग, फ्लैंजिंग, बीडिंग और सीमिंग सहित, हमारी कैन बनाने वाली प्रणालियाँ उच्च स्तरीय मॉड्यूलरिटी और प्रक्रिया क्षमता से युक्त हैं और विभिन्न प्रकार के अनुप्रयोगों के लिए उपयुक्त हैं। त्वरित और सरल री-टूलिंग के साथ, ये प्रणालियाँ उच्च उत्पादकता को सर्वोत्तम उत्पाद गुणवत्ता के साथ जोड़ती हैं, साथ ही ऑपरेटरों के लिए उच्च स्तर की सुरक्षा और प्रभावी संरक्षण प्रदान करती हैं।
-

200-401 टिन कैन वेल्डिंग मशीन 170 मिली-2.5 लीटर टिन...
-

211-700 कैनबॉडी वेल्डर 247ml-8L टिन कैन सीम वेल्डर...
-

30L-50L आकार के गोल धातु के डिब्बे वाले तेल के बैरल...
-

30L-50L आकार के गोल धातु के तेल के डिब्बे...
-

5 लीटर से 25 लीटर तक के खाद्य डिब्बे, तेल के डिब्बे, गोल डिब्बे, चौकोर डिब्बे...
-

स्वचालित डबल सर्कुलर नाइफ कटिंग मशीन