


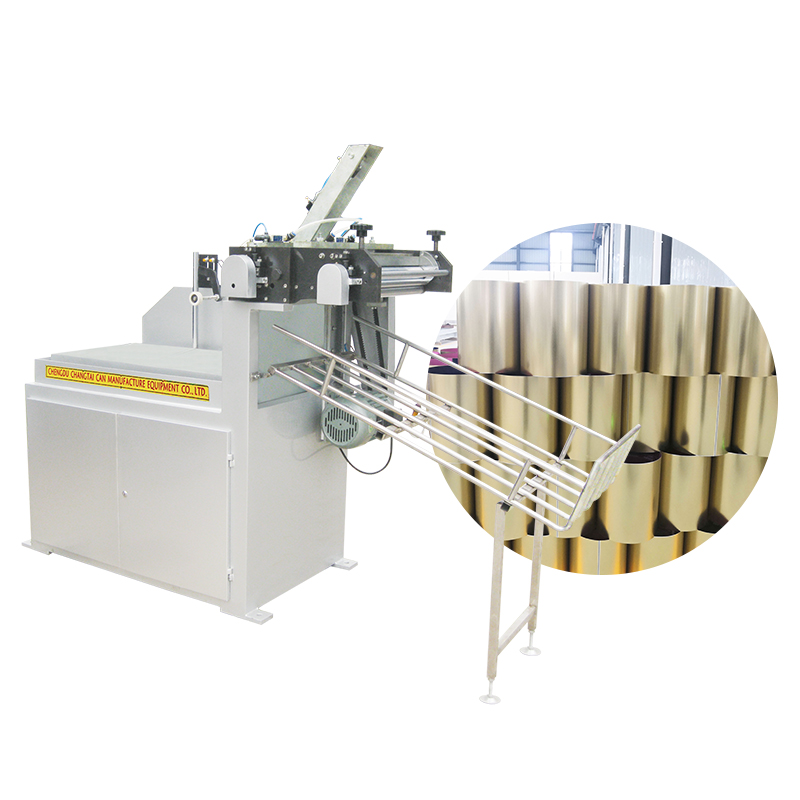
धातु के डिब्बों (गोल, चौकोर) के लिए बाहरी और आंतरिक कोटिंग मशीन बनाने की मशीन

धातु के डिब्बों (गोल, चौकोर) के लिए बाहरी और आंतरिक कोटिंग मशीन बनाने की मशीन
खाद्य पदार्थों पर कोटिंग लगाने या औद्योगिक डिब्बे बनाने की प्रक्रिया से संबंधित वीडियो
इस मशीन के बारे में विवरण
1. वेल्डिंग मशीन से जुड़ा हुआ, कैंटिलीवर अपवर्ड सक्शन बेल्ट कन्वेइंग डिज़ाइन पाउडर स्प्रे करने के लिए सुविधाजनक है, और सामने से आने वाली संपीड़ित हवा वेल्ड सीम को ठंडा करती है ताकि वेल्ड सीम का तापमान बहुत अधिक होने पर पाउडर का जमाव या गोंद का झाग बनना रोका जा सके।
2. आयातित बेल्ट का उपयोग कन्वेयर बेल्ट के नीचे किया जाता है, और वेल्डेड कैन बॉडी को कन्वेयर बेल्ट के नीचे खींच लिया जाता है, जिससे कैन के प्रकार को बदलते समय कन्वेयर की ऊंचाई को समायोजित करने की आवश्यकता नहीं होती है, और कन्वेयर स्थिर रहता है।
3. रोलिंग के बाद गोंद के असमान वितरण को रोकने के लिए, कोटिंग व्हील के आउटलेट पर एक ब्रश लगाया जाता है। ब्रश द्वारा गोंद को टैंक में जाने से रोकने के लिए, सिलेंडर को नियंत्रित करने के लिए एक इंडक्शन स्विच लगाया जाता है ताकि ब्रश केवल टैंक में गोंद होने पर ही नीचे जाए और टैंक में गोंद न होने पर ऊपर उठे, जिससे गोंद टैंक में न जाए।
4. वेल्डिंग मशीन की खराबी को ठीक करने की सुविधा के लिए, एक एयर सिलेंडर लगाया गया है जो पूरे कन्वेइंग और बाहरी कोटिंग भागों को ऊपर और पीछे की ओर उठाता है, जिससे ऊपर की ओर सक्शन कन्वेइंग के लिए वेल्डिंग मशीन की असुविधाजनक खराबी की समस्या से बचा जा सकता है।
5. बाहरी कोटिंग बेल्ट रबर व्हील और रोलर के दोनों किनारों पर सफाई प्लेटें लगाई जाती हैं, ताकि गोंद कोटिंग व्हील के किनारे को प्रदूषित न करे और कोटिंग व्हील की सफाई सुनिश्चित हो सके।
6. हमारी कंपनी ग्राहक की आवश्यकताओं के अनुसार बाहरी छिड़काव विधि बना सकती है, लेकिन बाहरी कोटिंग के लिए नीचे से ले जाने की विधि आवश्यक है (वेल्डिंग मशीन के साथ कनेक्शन के लिए ऊपर से ले जाने की विधि आवश्यक है)। आंतरिक कोटिंग और वेल्डिंग मशीन के साथ टच-अप कोटिंग मशीन को ले जाने के लिए वेल्डिंग सीम के दोनों ओर बेल्ट होनी चाहिए, ताकि कैन बॉडी वेल्डिंग सीम को एक ही ऊंचाई और रेखा पर स्थिर रखा जा सके।
तकनीकी मापदंड
| नमूना | जीएनडब्ल्यूटी-286एस | जीएनडब्ल्यूटी-180एस |
| रोलर की गति | 5-30 मीटर/मिनट | |
| लाह की चौड़ाई | 10-20 मिमी | 8-15 मिमी |
| कैन के व्यास के आकार | 200-400 मिमी | 52-180 मिमी |
| कोटिंग प्रकार | रोलर कोटिंग | |
| वर्तमान भार | 0.5 किलोवाट | |
| पाउडर आपूर्ति | 220V | |
| वायु खपत | 0.6 एमपीए 20 लीटर/मिनट | |
| मशीन माप | 2100*720*1520 | |
| वज़न | 300 किलो | |
इस बाहरी रोलर कोटिंग मशीन के बारे में तकनीकी विवरण पत्रक

-

200-401 टिन कैन वेल्डिंग मशीन 170 मिली-2.5 लीटर टिन...
-
गोल डिब्बे, चौकोर डिब्बे, गोल आकार देने वाली मशीन...
-

कैन बनाने की मशीन, कैन ड्रायर, उच्च आवृत्ति...
-

कैन बनाने की मशीन के लिए औद्योगिक चिलर
-

धातु के डिब्बों के लिए पाउडर प्रणाली बनाने वाली मशीन...
-

बड़े गोल डिब्बे, चौकोर डिब्बे, बड़े तेल के बैरल में रखी बीयर...